大型のPVモジュールはなぜ壊れやすいのか?―機械強度の危機と業界の懸念を分析
Dec 17, 2025
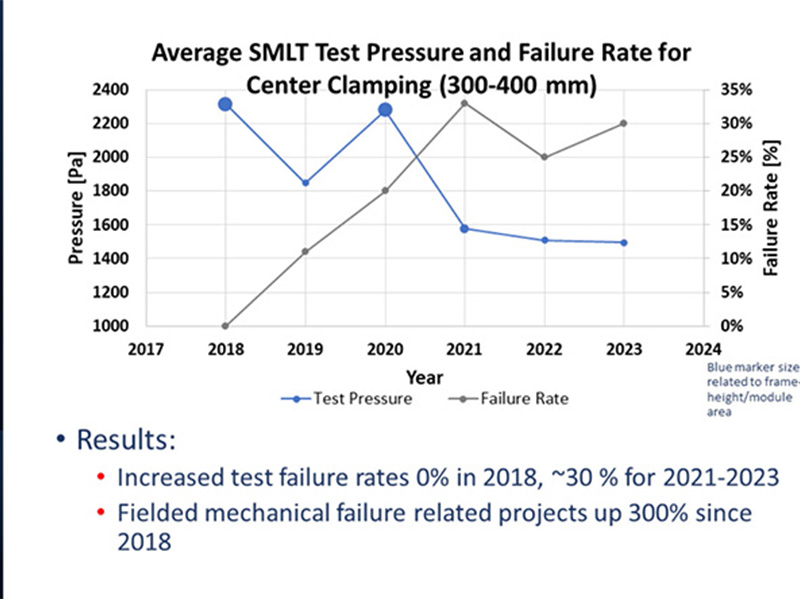
リードインモジュールサイズが大きくなるにつれて、材料使用量は増加せずむしろ減少し、プロジェクトにおける破損率が高まっています。これはなぜ起こったのでしょうか?そして、その背後にはどのような隠された情報が隠されているのでしょうか? 目次:第1章: 驚くべき啓示第2章: 壊れやすいガラス第3章: 単一テスト第4章: 解決への道 第1章:驚くべき啓示2025年10月20日、再生可能エネルギーのポッドキャストチャンネル「SunCast」がLinkedInに投稿し、独立した第三者機関であるKiwa PVELのテスト結果を引用し、衝撃的な現象を明らかにした。キワは今年、多数のモジュールに対して機械的負荷テストを実施し、静圧1800Paで20%のモジュールが故障した。対照的に、2024年の故障率はわずか7%だった。▽SunCastポッドキャストのLinkedIn投稿 この投稿はLinkedInで急速に注目を集め、コメント欄では20%という故障率の妥当性をめぐる議論が巻き起こりました。しかし、より多くの第三者機関が議論に加わるにつれて、高いモジュール破損率は業界で広く認識されていることが明らかになりました。▽ 貴和研究室での機械負荷試験 実際、Kiwaは今年6月という早い時期に、モジュールメーカー50社を招き、製品の包括的な「ヘルスチェック」を実施しました。また、ユーザーが様々なメーカーのモジュールの性能を正確に評価できるよう、革新的な「信頼性スコアカード」システムも導入しました。 試験はIEC 61215規格に厳密に準拠し、静荷重、動荷重、耐雹性、電気性能を網羅して実施されました。その結果、ガラスの破損、フレームの裂け目、接続箱の損傷などが頻繁に発生し、全体の損傷率は20%と高いことが分かりました。▽ MSS(機械的応力シーケンス)機械負荷の故障率は前年比3倍 Kiwa の機械的負荷テスト シーケンスには、番号で識別されるさまざまな設置方法が含まれています。400mmの取り付け穴、±1800 Paの静圧テスト790mmの取り付け穴、±1800 Paの静圧テスト短辺に沿った4隅の取り付け、±1800 Paの静圧テストデュアルレール4クランプマウント、±2400 Paの静圧テスト これらの試験は、機械的性能要件の観点から最高から最低の順にランク付けされていることは明らかです。Kiwaはこの番号付けシステムを使用して、どのモジュールがどの試験に合格したかを追跡し、ユーザーがモジュールの機械的強度を間接的に判断できるようにしています。 Kiwa以外にも、世界中の第三者機関が近年のモジュール破損の問題の広がりを指摘している。 2022年、FUSC(サンタクララ連邦大学)はブラジル南部に100kWの実験施設を設置し、トラッカーに両面発電モジュールを設置しました。1年以内に158個のモジュールのうち83個にガラスひび割れが発生し、破損率は52.5%でした。 2023年、CFV研究所はオンラインのやり取りで、テストデータによると2023年のモジュール故障率は2018年より3倍高かったと述べました。CFVがテストしたモジュールの約30%が、1500 Paのテスト圧力下で故障しました。▽ 部品の耐圧性は年々低下している部品の故障率は年々増加している 2024年、DNVは、アジア太平洋地域での両面モジュールトラッカープロジェクトにおいて、風速が15m/秒を超えた際にモジュールの背面ガラスの15%が破損したと主張するホワイトペーパーを公開しました。 2025年2月、IEA PVPSタスクフォースはモジュールの故障率に関するレポートを発表し、2mmガラスの両面モジュールでは設置後2年以内に背面ガラスの破損率が5~10%になる可能性があると述べました。▽ PVPSとDNVによる部品損傷に関する報告 2025年3月、IEEE誌は両面モジュールの現在のガラス破損率を分析した記事を発表し、プロジェクトの最初の5年間がモジュール破損のピーク期であり、破損率は17.5%にも達すると指摘しました。▽ IEEE Photovoltaic Journalに掲載された部品の故障率 かつては丈夫だったモジュールが一夜にして脆くなってしまったようで、残念です。 第2章:壊れやすいガラス2020年にモジュールの大型化が始まって以来、モジュールサイズは急速に拡大し、各モジュールはより大きな圧力に耐える必要が生じています。しかし、さらに悪いことに、大型モジュールに使用される材料の量は増加どころか減少しています。• ガラスの厚さ: 3.5 mm から 2 mm に減少• アルミフレームの高さ:40 mmから30 mmに減少• アルミフレームの厚さ: 2 mm から 1.2 mm に減少▽ 部品のサイズが大きくなるにつれて、材料の使用量が減少します 材料使用量の削減はモジュール全体の重量軽減に役立ち、設置期間の短縮にもつながりますが、同時に懸念も生じます。米国国立労働安全衛生研究所(NIOSH)によると、2人で5分ごとに持ち上げられる重量の推奨最大は33.5kgです。 明らかに、単一ガラスモジュール時代の材料使用が維持された場合、多くのモジュールがこの重量制限をはるかに超えることになります。▽ NIOSHは人工的に持ち上げられた重量物に対して厳しい規制を設けている もちろん、材料使用量の削減の主な目的はコスト削減であることは広く理解されています。 しかし、コスト削減は意図せずして品質管理の低下を招いています。2mm厚ガラスの製造は複雑さが増し、ガラス製造技術の限界に近づいており、3.2mm厚ガラスよりも品質管理がはるかに困難になっています。 PVモジュールのガラスは、飛散防止性を高めるために、熱処理や化学処理が施されることがよくあります。ガラスの強度は、この処理・強化された表面層に大きく依存しており、通常、ガラスの厚さの40%を占めます。 3.2mmの時代は、製造プロセスによってこの保護層を効果的に形成できました。しかし、2mmの時代では、同じ保護層の厚さを維持することが非常に困難になっています。▽ 部品表面の保護層は、通常、全体の厚さの40%を占めます。 現在、現場における厚板ガラスと薄板ガラスの破損パターンは根本的に変化しています。以前は、3.2mmのガラスの破損は「中央割れ」として現れることが多く、破損箇所の追跡が容易でした。一方、2mmのガラスの破損ひび割れはランダムに発生するため、破損原因の特定は極めて困難です。▽ コンポーネントフレームの製造工程の違いもコンポーネントの機械的特性に影響を与える。 そのため、モジュールが損傷した場合、効果的な是正措置の実施が困難になります。モジュールを交換したとしても、同様の損傷が再発する可能性があります。▽ 部品ガラスの破損状況は変化した 第3章 単一テストプロジェクト現場でのモジュール破損現象の背後には、無視できないもう一つの重要な要因があります。 モジュールメーカーが機械性能を規定する際には、多くの場合、IEC 61215規格の試験要件に依拠します。IECは包括的な試験プロトコルを提供し、試験安全係数r_m = 1.5を規定しています。 この洞窟ではかつて、「試験荷重と設計荷重:プロジェクト要件をどのように一致させるか?」という特集記事を執筆しました。この安全係数の重要性についても本文で論じられています。異なる製造工程で製造されたガラスの安全係数も異なります。▽ 異なるプロセスガラスの安全係数 この安全係数の重要性は、ガラスの製造工程によって異なります。フロートガラスの製造には、固有の不規則性と不均一性があるため、必要な安全マージンは通常、ロールガラスよりも高くなります。現在、モジュールメーカーは、モジュールの背面ガラスに安価なフロートガラスを選択することがよくあります。表に示すように、アニールフロートガラスの安全係数は1.6~2.5の範囲です。 したがって、材料特性の安全マージンについては、IEC が要求する 1.5 の安全係数では明らかに不十分です。 しかし、これが最も憂慮すべき問題ではない。 プロジェクトの設計においては、特定のモジュールがトラッカー構造に適合するかどうかを判断するために、モジュール適合性テストが頻繁に実施されます。このテストでは、実際のトラッカーとモジュールの設置方法に基づいて、プロジェクトに必要な負荷をモジュールに適用します。このテストに合格することで、モジュールがプロジェクト要件を満たしていることが検証されます。 一見すると、このプロセスは論理的で規則に準拠しているように見えます。しかし、重要な問題が見落とされています。それは、すべてのテストが一度しか実施されないことです。kW規模の小規模プロジェクトでも、GW規模の大規模プロジェクトでも、発電所内の数百万個のモジュールの信頼性は、たった一度の土嚢テストにかかっています。▽ 太陽光発電所全体の運命は、たった一つの部品のテストにかかっている 同じモデルのモジュールであっても、製造ロットの違いにより構造特性が異なる場合があることにご注意ください。つまり、各モジュールはそれぞれ固有のものであり、単一のモジュールを試験しても、すべてのモジュールの真の状態を包括的かつ正確に反映することはできません。 モジュール負荷試験は構造試験に似ています。構造業界では、正確な構造特性を得るためには、通常、広範囲にわたる破壊試験(破壊試験)を繰り返す必要があります。このアプローチにより、信頼性の高いデータが蓄積され、安定したサンプルが形成されます。▽ 例えば、POT試験では、複数のサンプルが必要になることが多く、破壊限界が繰り返し測定されます。 このような破壊試験には、通常、サンプルグループあたり25~50モジュールという特定のサンプルサイズが必要であることに留意してください。この大規模なサンプルデータに基づいて、ワイブル確率分布モデルを構築し、統計分析によって変動係数を導出することができます。最終的に、この変動係数を用いて、材料の不確実性に対応する安全係数を算出することができます。▽ 統計学では、ワイブル分布は製品の故障確率を決定するためによく使用されます。 第4章 解決への道本稿では、太陽光発電(PV)業界における長期的なトレンドであるコスト削減と効率向上に焦点を当てています。コスト削減はモジュールに限ったことではありません。厳しいコスト圧力の中、他のシステム機器においても最適なコスト削減策が模索されています。しかしながら、様々な機器メーカーの「新技術」をシステムレベルに適用すると、モジュール破損のリスクが意図せず高まってしまう可能性があります。 トラッカーメーカーの一般的なコスト削減策には次のようなものがあります。• 収納角度を30°から60°に増加• 棟木の厚さを2mmから1.2mmに減らす• 柱間隔を7mから10mに拡大• 風上積みから風下積みへの切り替え• 主軸とモジュールを曲げて地形に適応し、土工を減らす 業界間の障壁により、モジュールメーカーとトラッカーメーカー間の連携は困難を極めています。その結果、各社は自社のコストを削減する一方で、最終的なリスクをシステムユーザーに転嫁することになります。▽ 追跡業者はコスト削減のために様々な「新技術」も導入している しかし、誰もが「現実から目を背ける」という選択をするわけではありません。積極的に解決策を模索し、様々な独創的なアイデアを提案する人が増えています。▽ VDEは不平衡コンポーネントのテストを提案 ▽ スチールフレームは部品の耐圧能力を効果的に高めることができます ▽ 部品リサイクル産業も静かに台頭してきた ▽ 部品リサイクルの一般的なプロセス 2025年には、共同の努力により、太陽光発電のコストは歴史的な低水準に達しました。様々な発電方法の中で、太陽光発電はLCOE(均等化発電原価)において文句なしのリーダーとなりました。▽ 太陽光発電は発電のための最も費用対効果の高いエネルギー源となっている。 この成果は、この記事を読んでいるすべての方々と切り離せないものです。業界の壁を打ち破り、困難に立ち向かい、時代の大きなチャンスを掴むために、共に力を合わせていきましょう。






 日本語
日本語 










 IPv6ネットワークをサポート
IPv6ネットワークをサポート